3D-Druck von RC-Segelbooten: Was ich aus dem täglichen Drucken gelernt habe
Nach mehreren Jahren täglichen Druckens habe ich viel darüber gelernt, wie man erfolgreich RC-Yachten im 3D-Druck herstellt. Es ist jetzt wirklich einfach, RC-Yachten im 3D-Druck zu erstellen, und diese Technologie ist einfach unglaublich.
Welche Größe sollte die Bauplatte haben?
Das Wichtigste, was Sie beachten sollten, wenn Sie nach einem Drucker suchen, ist die maximale Größe, die der Drucker für ein Teil drucken kann. Dies wird durch das Volumen der Bauplatte bestimmt. Das Volumen wird typischerweise in mm mit xyz-Zahlen angegeben. Die xyz beziehen sich auf die räumlichen Achsen eines 3D-Raums.
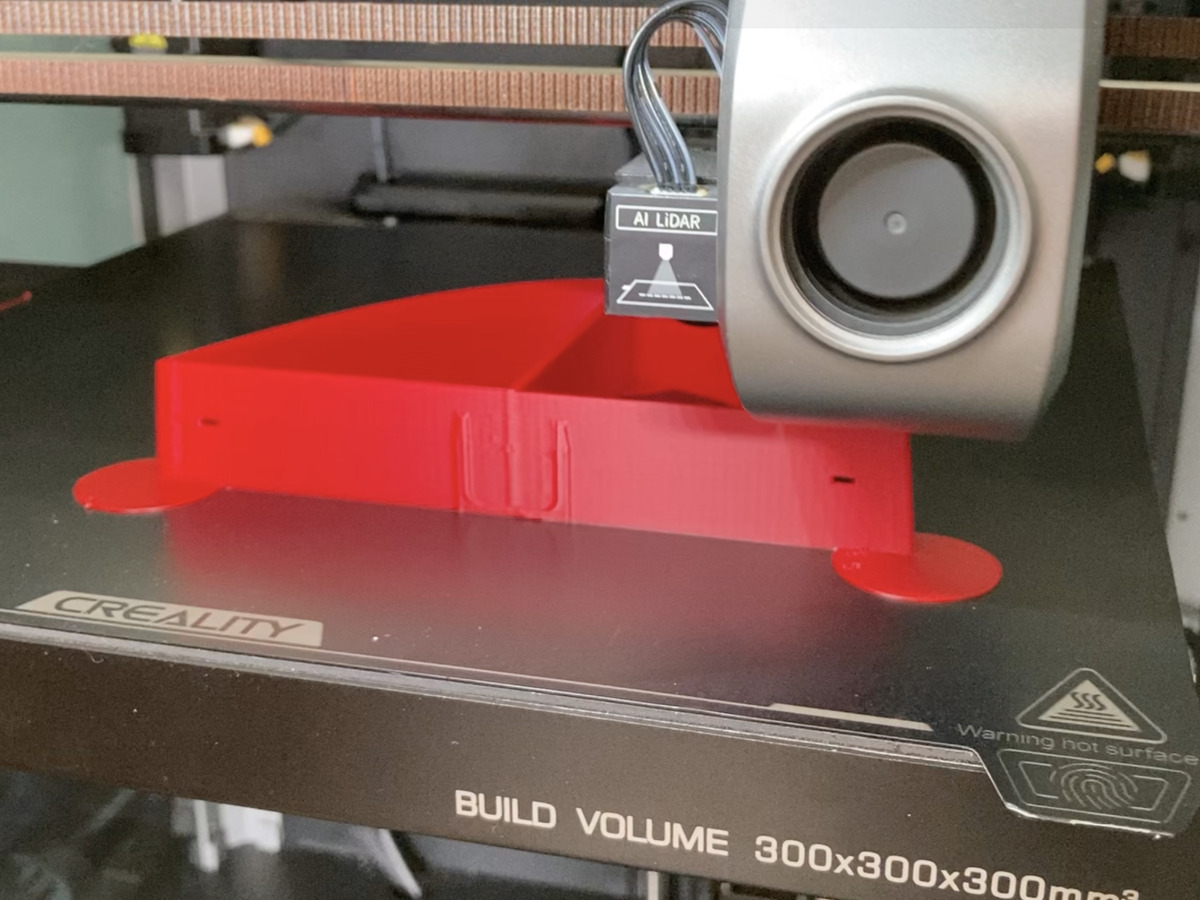
Mein Creality K1 Max Drucker hat beispielsweise ein Bauvolumen von 300x300x300mm (xyz). Das ist ein ziemlich großer Drucker. Ein kleiner Drucker kann ein Druckvolumen von 150x150x200mm (xyz) haben.
Um einen großen Racing Sparrow 1000 zu drucken, benötigen Sie ein Mindestdruckvolumen von 210x210x245mm (xyz). Der RS-RG65 hingegen benötigt ein maximales Volumen von 150×150×180mm (xyz). Die Boote, die wir entwerfen, wurden alle in Teile zerlegt, die gut in die Druckergrößenkategorien passen.
Können Sie einen Drucker empfehlen?
Wie ich bereits erwähnt habe, benutze ich einen Creality K1 Max geschlossenen Drucker. Er ist erstaunlich und wurde täglich 18 Monate lang ohne größere Probleme verwendet. Es gab ein paar Benutzerfehler meinerseits, aber der Drucker war wirklich fehlerfrei.
Wenn Ihr Budget nicht für etwas wie den K1 Max ausreicht, dann ist etwas wie der Bambu Lab A1 sehr preiswert und die Bauplatte gerade groß genug, um unser RS-RG65-Modell zu drucken. Andere Drucker, die unsere Kunden verwenden, sind der Bambu Lab P2S oder der höherwertige Bambu Labs H2D.
Benötige ich einen geschlossenen Drucker?
Die kurze Antwort hier ist nein, Sie benötigen keinen geschlossenen Drucker; insbesondere wenn Sie hauptsächlich PLA+ drucken möchten, mit dem wir unsere Boote drucken.
Aber das hängt davon ab, wo Sie Ihren Drucker verwenden möchten und ob er sich in einem zugigen Raum wie einer Garage oder einem Gästezimmer mit stabilen Temperaturen befindet.
Ich finde, dass mein Drucker in der Garage und geschlossen wirklich zur Stabilität der Drucktemperaturen beiträgt. Stabile Bedingungen, in denen Temperaturschwankungen minimiert werden, helfen wirklich, dass jedes Teil an der Bauplatte haftet und nicht verformt wird, und tragen auch zur Gesamtqualität des Drucks bei.
Ich habe festgestellt, dass, wenn ich die Tür meines K1 Max während eines Drucks öffne, es eine subtile, aber offensichtliche Linie im Druck zu diesem Zeitpunkt gibt. Ich dachte zuerst, ich überdenke das, aber ich habe das jetzt schon mehrere Male bemerkt. Daher öffne ich jetzt nie die Tür, während ich ein Teil drucke, es sei denn, ich muss unbedingt.
Wo sollte ich den Drucker aufstellen?
Die Druckqualität hängt direkt von der Stabilität der Plattform ab, auf der der Drucker steht. Der stabilste Platz wird ein Betonboden sein. Aber es ist nicht praktisch, sich bücken zu müssen, um einen Druck einzurichten, daher verwenden die meisten Menschen eine wirklich stabile Arbeitsplatte.
Ich weiß, dass der K1 Max Drucker, den ich habe, auf Druckerschwankungen achtet und dies beim Drucken berücksichtigt. Das Gerät bewegt sich wirklich, während es fleißig arbeitet. Die meisten Drucker kommen in der Regel mit Gummifüßen, um die Vibrationen zu dämpfen.
Welches Filament ist am besten für Boote geeignet?
Wir verwenden PLA+ Filamentspulen, die wir als wirklich großartiges Allround-Filament für diesen Zweck empfunden haben. Ursprünglich haben wir mit standardmäßigem PLA angefangen, aber sein großer Bruder PLA+ ist viel weniger spröde und scheint höhere Temperaturen ohne Verformung zu bewältigen.
Es gibt auch andere Filamenttypen, die Sie verwenden können, wie ASA, das eine höhere Hitzebeständigkeit hat, aber schwieriger zu drucken ist. Ich weiß, dass Leute auch PETG mit unterschiedlichem Erfolg verwenden. Man hört oft, dass PLA nicht hitzebeständig genug ist und das Boot schmelzen wird usw.
Wir haben festgestellt, dass der große Bruder PLA+ wirklich ziemlich gut als Allrounder ist. Ich habe absichtlich alte Prototypboote in die Sonne und ins Auto gelegt, um zu sehen, was passiert, aber ich habe keine Verformungen oder Abnutzungen gesehen. Ich denke, wenn Sie Ihre Boote so behandeln, wie Sie Ihren Hund behandeln würden, sollten Sie keine Probleme mit PLA+ haben.
Welche Düsenstärke verwende ich?
Wir verwenden eine Standarddüsenstärke von 0,4 mm. Das ist einfach das, was die meisten Drucker ab Werk mitbringen. Ich weiß, dass andere Hersteller es bevorzugen, mit 0,8 mm Düsen zu drucken, aber bei Racing Sparrow geht es uns um gemeinsame Teile und gemeinsame Werkzeuge, also verwenden wir einfach die Standard-0,4 mm Düsen. Unsere Modelle sind mit diesem Gedanken im CAD entworfen.
Wie lange dauert es, ein Boot zu drucken?
Die Gesamtzeit variiert je nach einigen Variablen, aber ich finde, dass ich mit meinem Drucker, der mit einer Geschwindigkeit von etwa 200-300mm/s läuft, ein RS760 in etwa 24 Stunden drucken kann. Dies umfasst die Zeit, die benötigt wird, um ein Teil abzunehmen und den Drucker für das nächste Stück vorzubereiten. Diese 24 Stunden Druckzeit sind übrigens nicht durchgehend.
Ich drucke nicht nachts, da ich festgestellt habe, dass man den Drucker wirklich im Auge behalten muss, falls etwas passiert. Wir hatten an einem Tag einen intermittierenden Stromausfall, der zu seltsamen Spaghetti führte, als Beispiel.
Muss ich im Vasenmodus drucken?
Wir entwerfen unsere Boote nicht für den Druck im Vase-Modus. Bei meinen üblichen Recherchen und dem Verfolgen anderer Designer scheint es, dass der Vase-Modus etwas war, das die Leute tun mussten, um die gewünschte Druckqualität zu erreichen. Drucker sind heutzutage so gut, dass der Standarddruckmodus ebenso gut und viel flexibler in der Gestaltung der Teile ist.
Musste ich das Boot glatt schleifen?
Die kurze Antwort ist nein. Sie müssen das Boot nicht schleifen oder fairen, nachdem Sie den Rumpf zusammengeklebt haben.
Einige Leute schleifen, grundieren und lackieren ihre Boote, um ein professionelleres Finish zu erzielen, aber es macht nur sehr wenig Unterschied zur Geschwindigkeit des Bootes beim Segeln. Wenn die Boote foilend und mit sehr hohen Geschwindigkeiten segeln würden, dann würde ein glatterer Rumpf helfen, aber ein Verdrängungsrumpf im RC-Maßstab bewegt sich sehr langsam durch das Wasser.
Betrachten Sie das Boot eher als etwas, das das Wasser zur Seite drängt, als dass es hindurchgleitet. Andere Designer haben A/B-Tests durchgeführt und konnten keinen Unterschied zwischen dem einfach gedruckten Finish und einem glatten lackierten Finish feststellen. Das Gewicht des Füllers und der Farbe würde wahrscheinlich jeden Gewinn in diesem Bereich ausgleichen.
Musste ich den Rumpf wasserdicht machen oder sprühen?
Wir haben festgestellt, dass der roh gedruckte Rumpf anscheinend kein Wasser aufnimmt, wenn er für 1 Stunde im Salzwasser im Hafen segelt. Es schadet jedoch wahrscheinlich nicht, die Außenseite des Rumpfes mit einer Schicht Lack oder Dichtmittel zu besprühen. Wenn ich das tun würde, würde ich dringend empfehlen, an einem Restdruck zu testen, um sicherzustellen, dass die Chemikalien das PLA nicht schmelzen.
Wir stellen fest, dass, wenn der Bau des Bootes gut gemacht wurde mit engen Verbindungen und viel Kleber, die Boote nach dem Segeln innen trocken sind.
Das Vorheizen der Maschine ist wirklich wichtig
Bevor Sie Ihren ersten Druck des Tages machen, ist ein guter Rat, den Drucker zuerst 20 Minuten lang vorzuwärmen. Schalten Sie den Drucker ein, stellen Sie die Temperatur der Bauplatte auf 65°C ein und lassen Sie die gesamte Maschine aufwärmen. Sie könnten das Gefühl haben, dass die Platte nach ein paar Minuten warm genug ist, aber legen Sie Ihre Hand auf die umliegenden Teile, und diese werden sich immer noch kalt anfühlen.
Es dauert eine Weile, bis die gesamte Maschine etwas Wärme aufnimmt und stabil wird. Wie ich bereits erwähnt habe, ist die Temperaturstabilität ein entscheidender Faktor für erfolgreiche Druckergebnisse.
Drucken im Winter ist schwieriger
Zusätzlich zum obigen Absatz über das Vorheizen habe ich festgestellt, dass das Drucken mitten im Winter herausfordernder ist als in den Sommermonaten. Ich habe meinen Drucker in meiner Garage. Ein kalter Tag hier in Nelson, Neuseeland, wird 1°C betragen. Ich habe festgestellt, dass ein 1°C-Tag in der Garage schwer zu drucken ist. Längeres Vorheizen hilft dabei oder einfach auf einen etwas wärmeren Tag warten, an dem es vielleicht um die 7-10°C liegt.
Da mein Drucker ein Gehäuse hat, habe ich das Gefühl, dass ich etwas Kontrolle über die Umgebungstemperatur um die gedruckten Teile habe. Der Drucker scheint seine beste Arbeit zu leisten, wenn die Kammer zwischen 30-35°C liegt.
Eine gute erste Schicht ist entscheidend
Wenn Sie einen Druck starten, habe ich festgestellt, dass es am besten ist, zu stoppen, die Platte und die Düse zu reinigen und erneut zu beginnen, wenn die ersten paar Schichten etwas unordentlich aussehen. Die ersten paar Schichten sind das Fundament, auf dem der Rest aufgebaut ist, daher macht es perfekten Sinn, dass sie den Rest des Drucks beeinflussen.
Wenn Sie diese unordentliche erste Schicht drucken lassen, ist es wahrscheinlicher, dass Sie anhebende Kanten oder schlecht passende Teile haben. Ich finde, dass einige Filamente problematischer sind als andere, und oft ist etwas Feintuning erforderlich, um diese erste Schicht dazu zu bringen, sich zu verhalten. Manchmal benötigt die Maschine eine Kalibrierung. Ein weiterer Trick besteht darin, das Teil um die Z-Achse im Slicer zu drehen, sodass sich die Druckplatzierung auf der Platte ändert. Dies kann oft Probleme beheben, bei denen die erste Schicht nicht richtig funktioniert, weil der Startpunkt an einen anderen Teil der Platte verschoben wurde.
Druckeinstellungen - Slicer-Standardeinstellungen sind oft großartig
In den letzten 18 Monaten habe ich fast jeden Tag gedruckt. Während dieser Zeit habe ich alle möglichen Dinge ausprobiert, um meine Druckqualität zu verbessern. Ich bin sogar so weit gegangen, meine Druckeinstellungen an ChatGPT zu geben, um Verbesserungen zu erhalten. Was ich nach all dieser Zeit festgestellt habe, ist, dass ich einen vollen Kreis gemacht habe und jetzt einfach die Standardeinstellungen von Creality Print verwende. Ich finde, dass ich nur die Druckfüllmenge und einige subtile Temperaturänderungen anpassen muss, und es druckt wirklich gut. Das Wichtigste ist wieder, dass die Temperatur nicht schwankt, indem ich die Tür geschlossen halte und die Maschine vor dem Start vorheize.
Ich habe festgestellt, dass meine schnellen Druckeinstellungen mit 200°C Düsentemperatur und 60°C Plattentemperatur ein großartiger Ausgangspunkt sind. Lesen Sie den nächsten Teil über Filamentfarben!
Unterschiedliche Farbfilamente verhalten sich unterschiedlich
Ich kaufe mein Filament hauptsächlich an einem Ort in Neuseeland; Bits4Bots.co.nz. Ich verwende nur hochwertiges eSun PLA+ Filament. Man soll nichts ändern, was nicht kaputt ist, oder?! Was mir aufgefallen ist, ist, dass dasselbe Filament, das in verschiedenen Farben erhältlich ist, beim Drucken ganz unterschiedlich reagiert. Es gibt keinen Unterschied außer der Farbwahl. Das Rot und das Grün beispielsweise scheinen wirklich sehr leicht zu drucken und fließen schön. Das Endergebnis der roten Farbe ist besonders gut mit kaum sichtbaren Schichtlinien. Das goldene Gelb hat die insgesamt beste Qualität, während das kalte Weiß das schwierigste war, um es gut zu drucken.
Im Laufe der Zeit habe ich einige leicht unterschiedliche Druckprofile für die verschiedenen Farben entwickelt. Die Unterschiede bestehen normalerweise nur aus einigen Temperaturänderungen oder vielleicht muss die Flussrate leicht angepasst werden. Ich kenne den technischen Grund dafür nicht, aber das ist meine Beobachtung beim täglichen Drucken.
Hochgehobene Kanten - Ränder, Mausohren, Lüftereinstellungen
Eine der Herausforderungen beim Drucken einiger der größeren Teile, zum Beispiel für das RS1000-Boot, war, dass die Ecken vom Druckbett abheben.

Das Ergebnis davon sind nicht ausgerichtete Teile und Lücken in der Rumpfverbindung. Anfangs war das wirklich lästig, als ich die Boote entworfen und viele Prototypen gedruckt habe. Die Formen lassen sich wirklich leicht drucken, wie zum Beispiel die Servokassetten oder die Kielbirnen, die anscheinend recht einfach zu drucken sind.
Die Rumpfteile der großen Boote haben scharfe Ecken mit dünnen Kanten. Diese sind Problembereiche, die mir aufgefallen sind, als ich mit dem Drucken begann. Die Rumpfteile haben sehr dünne Kanten, die das Druckbett berühren.
Es gibt nicht viel Material, das das Teil am Bett hält. Ich habe festgestellt, dass manchmal einfaches Drucken mit Rändern ausreicht, um zu helfen. Für echte Problemteile habe ich festgestellt, dass die Lösung mit den Mausohren die beste war. Das sind kleine, dünne Disk- STL-Teile, die du in den Ecken in der Slicer-Software platzierst. Sie schaffen eine große Kontaktfläche für die Ecken und helfen wirklich, die unangenehme Verformung zu verhindern, die ich erlebt habe. Die Mausohren sind Teil der Werkzeuge in all meinen STL-Sets.
Ein weiterer guter Ratschlag ist, die Kühlgebläse im Gehäuse auszuschalten. Der K1 Max hat mehrere Lüfter. Ich habe festgestellt, dass der Seitenlüfter dazu führte, dass die nächste Kante abgehoben wurde. Den Seitenlüfter komplett auszuschalten, war ein wichtiger Schritt zur Verbesserung meines Problems mit den hochgehobenen Kanten.
Du brauchst keinen Filamenttrockner
Wenn du in die 3D-Druck-Welt eintauchst, wirst du natürlich anfangen, die Schichten abzuziehen, was oft zu mehr Gadgets, besseren Techniken und letztendlich zu mehr Ausgaben führt. Ich begann, über Filament zu lesen, das Feuchtigkeit aufnimmt und die Druckqualität beeinträchtigt. Ich habe mir schließlich einen Filamenttrockner gekauft, weil ich dachte, ich bräuchte wirklich einen.
Was ich festgestellt habe, ist, dass es ehrlich gesagt sehr wenig Unterschied gemacht hat. Es könnte einen kleinen Unterschied in der Druckqualität machen, aber das könnte auch nur ein Placebo-Effekt sein. Manchmal benutze ich den Filamenttrockner an kalten Tagen, aber das ist wirklich nur, um das Filament ein wenig vorzuwärmen, um eine bessere Temperaturregelung zu erreichen, wie ich bereits früher in diesem Beitrag erwähnt habe.
Meiner Meinung nach brauchst du keinen Filamenttrockner für PLA+ und es reicht aus, sie einfach in einer Tüte mit dem kleinen weißen Feuchtigkeitsabsorber aufzubewahren.
Reinige die Platte mit ISO nur, wenn Fingerabdrücke sichtbar sind
Damit deine Drucke am Druckbett haften, habe ich festgestellt, dass du wirklich nichts Besonderes mit Klebestiften oder Haarsprays oder anderen Klebstoffen tun musst. Die wichtigsten Aspekte sind die Temperatur des Druckbetts und die Sauberkeit des Druckbetts. Ich finde, bei 60°C und der Platte schön sauber habe ich keine Probleme mit Teilen, die am Druckbett haften. Manchmal kann ich Fingerabdrücke sehen, wo meine fettigen Finger gewesen sein müssen. Ich nehme die Platte einfach aus der Maschine, sprühe leicht mit Isopropylalkohol und wische dann mit einem sauberen Tuch ab.
Einige Leute reinigen ihre Platte auch mit Seifenwasser, aber ich finde, ISO ist wirklich schnell und einfach und ist fast sofort druckbereit. Kein Trocknen oder Warten zwischen den Drucken erforderlich. Früher habe ich das zwischen jedem Druck gemacht, aber in letzter Zeit habe ich festgestellt, dass ich das nicht einmal tun muss, wenn ich die Platte nicht berührt habe. Wenn ich wirklich darauf achte, die Platte beim Abnehmen der Teile nicht zu berühren, kann ich diesen Schritt zwischen den Drucken überspringen, die Platte auf 60°C wieder erhitzen und das nächste Teil zum Drucken vorbereiten.
Zusammenfassend
Die Quintessenz ist, dass ein anständiger FDM-Drucker mit einer Spule PLA+ keine vollständige Werkstatt mit Zubehör oder Expertenwissen benötigt, um ihn zu benutzen. Moderne Drucker haben in den letzten 5 Jahren enorme Fortschritte gemacht und sind wirklich benutzerfreundlich und machen Spaß zu bedienen.