3DプリンティングRCセイルボート:日々の印刷から学んだこと
ここ数年、毎日印刷を行ってきたことで、RCヨットを成功裏に3Dプリントするための多くのことを学びました。今ではRCヨットを3Dプリントするのが非常に簡単で、素晴らしい技術です。
どのサイズのビルドプレートが必要ですか?
プリンターを探す際に最も重要なことは、プリンターが部品を印刷できる最大サイズです。これはビルドプレートの体積によって決まります。体積は通常、xyzの数字でmm単位で表されます。xyzは3D空間の空間軸を指します。
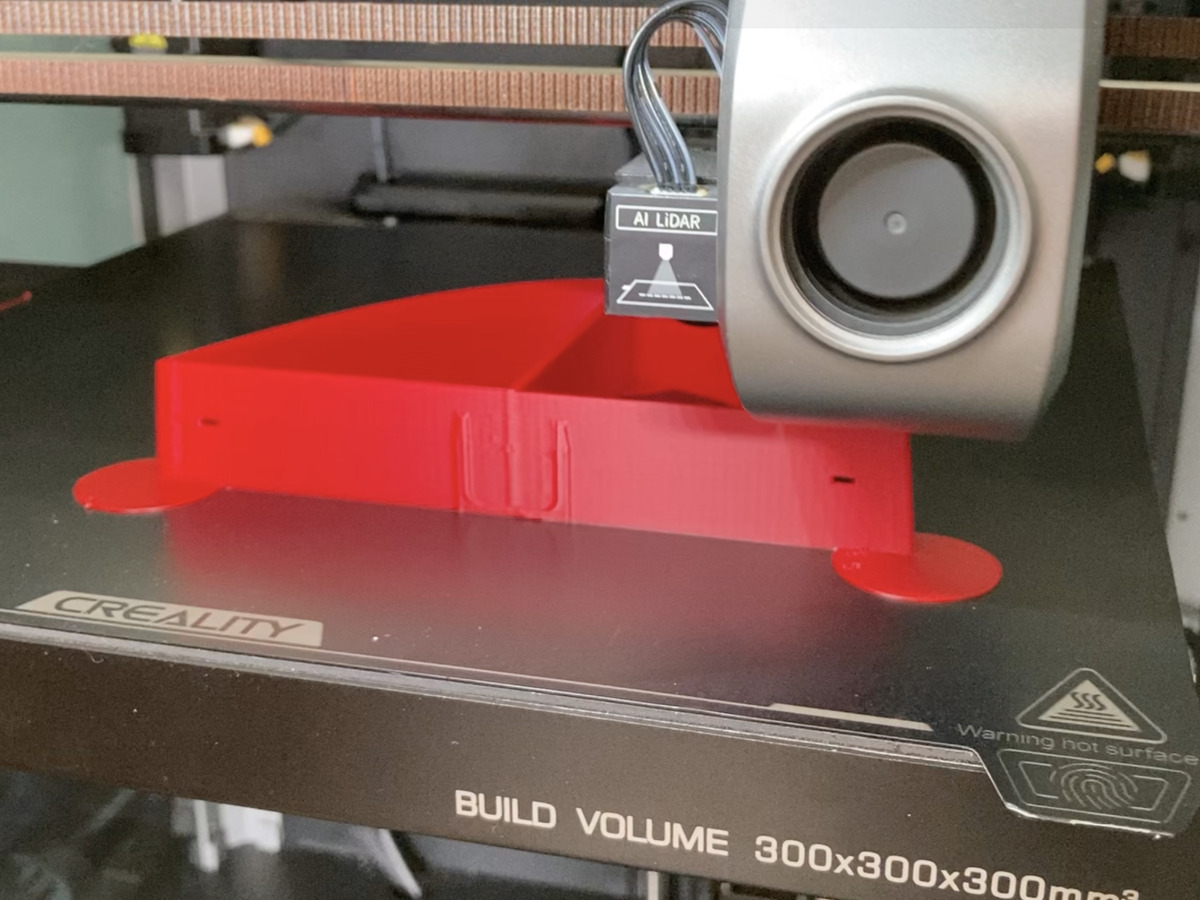
例えば、私のCreality K1 Maxプリンターは、300x300x300mm(xyz)のビルドボリュームを持っています。これはかなり大きなプリンターです。小型プリンターは150x150x200mm(xyz)の印刷ボリュームを持つことがあります。
大きなRacing Sparrow 1000を印刷するには、最低でも210x210x245mm(xyz)の印刷ボリュームが必要です。一方で、RS-RG65は、最大ボリュームが150×150×180mm(xyz)です。私たちが設計したボートは、すべてプリンターのサイズカテゴリーにうまく収まる部品に分解されています。
購入するプリンターを推薦してもらえますか?
すでに述べたように、私はCreality K1 Maxの密閉型プリンターを使用しています。これは素晴らしく、18ヶ月間毎日使用しても大きな問題はありませんでした。私の側にいくつかのユーザーエラーはありましたが、プリンターは本当に完璧です。
もし予算がK1 Maxのようなものに届かない場合、Bambu Lab A1のようなものは非常に財布に優しく、RS-RG65モデルを印刷するのに十分なビルドプレートの大きさです。他のお客様が使用しているプリンターには、Bambu Lab P2Sや、より高価格帯のBambu Labs H2Dがあります。
密閉型プリンターは必要ですか?
ここでの短い答えは、いいえ、密閉型プリンターは必要ありません。特に、私たちがボートを印刷する際に主に使用するPLA+を印刷する場合はそうです。
しかし、これはプリンターを使用する場所や、ガレージや温度が安定した空き部屋のような風通しの良い場所で使用するかどうかによって異なります。
私のプリンターはガレージにあり、密閉されていることで印刷温度の安定性が大いに助けられています。温度変動が最小限に抑えられた安定した条件があることで、各部品がビルドプレートにしっかりと付着し、変形せず、全体的な印刷品質も向上します。
印刷中にK1 Maxのドアを開けると、その時に印刷に微妙だが明らかなラインが現れることに気付きました。最初は考えすぎだと思いましたが、今では何度もこれを確認しています。そのため、今では部品を印刷している間は絶対に必要な場合を除いてドアを開けません。
プリンターはどこに置くべきですか?
印刷品質は、プリンターを置くプラットフォームの頑丈さに直接関連しています。最も頑丈な場所はコンクリートの床ですが、印刷を設定するために屈むのは実用的ではないため、ほとんどの人は非常に頑丈な作業台を使用します。
私が持っているK1 Maxプリンターは、プリンターの揺れを認識し、印刷中にこれを考慮に入れています。プリンターは猛烈に作業を進める間に本当に動き回ります。ほとんどのプリンターは、振動を抑えるためにゴム製の足が付いています。
ボートにはどのフィラメントが最適ですか?
私たちはPLA+フィラメントスプールを使用しており、これはこの目的に非常に優れたオールラウンドフィラメントであることがわかりました。最初は標準のPLAから始めましたが、その大きな兄弟であるPLA+ははるかに脆くなく、変形せずに高温に耐えることができるようです。
他にもASAのようなフィラメントタイプがあり、これは耐熱性が高いですが、印刷が難しいです。また、PETGを使用する人もいますが、成功の度合いは様々です。PLAは耐熱性が不十分で、ボートが溶けるなどと主張する人もいます。
私たちは、兄弟のPLA+が本当に優れたオールラウンドフィラメントであることを発見しました。古いプロトタイプのボートを日光や車の中に置いて何が起こるかを見てみましたが、変形や劣化は見られませんでした。ボートをペットの犬のように扱えば、PLA+で問題はないと思います。
どのサイズのノズルを使用しますか?
私たちは標準のノズルサイズ0.4mmを使用しています。これはほとんどのプリンターに付属しているものです。他のビルダーは0.8mmノズルで印刷することを好むこともありますが、Racing Sparrowでは共通の部品と共通のツールを重視しているため、デフォルトの0.4mmノズルを使用しています。私たちのモデルはこれを考慮してCAD設計されています。
ボートを印刷するのにどれくらいの時間がかかりますか?
総印刷時間はいくつかの変数によって異なりますが、私のプリンターが200-300mm/sの速度で動作しているとき、RS760を印刷するのに約24時間かかります。これは、部品を外して次の部品のためにプリンターを準備する時間も含まれています。この24時間の印刷は、実際には連続ではありません。
夜間に印刷はしません。何かが起こる可能性があるため、プリンターを常に監視する必要があることがわかりました。ある日、断続的な停電が発生し、奇妙なスパゲッティを引き起こしました。
バースモードで印刷する必要がありますか?
私たちはボートを花瓶モードで印刷するために設計していません。 通常のリサーチを行い、他のデザイナーの最新情報を追っていると、花瓶モードは望ましい印刷品質を得るために人々が必要としたものであるようです。 現在のプリンターは非常に優れているため、標準の印刷モードでも同じくらい良く、部品の設計方法においてははるかに柔軟です。
ボートを滑らかにサンディングする必要がありますか?
短い答えは「いいえ」です。 船体を接着した後は、ボートをサンディングしたり、フェアリングしたりする必要はありません。
一部の人々は、よりプロフェッショナルな仕上げを得るためにボートをサンディングし、プライミングし、塗装しますが、航行中のボートの速度にはほとんど違いがありません。 ボートがフォイリングし、非常に高速度で航行している場合は、滑らかな船体が役立ちますが、RCスケールのディスプレイスメントハルは水中を非常に遅く進んでいます。
ボートは水を押しのけるように考えてください。 他のデザイナーはA/Bテストを行い、通常の印刷仕上げと滑らかな塗装仕上げの間に違いがないことを確認しました。 フィラーや塗料の重さは、この分野で得られる利点を相殺する可能性があります。
船体を防水加工またはスプレーする必要がありますか?
私たちは、印刷された生の船体は、塩水でのマリーナでの1時間の航行中に水を吸収しないように見えることを発見しました。 ただし、船体の外側にバーニッシュやシーラントのコーティングをスプレーすることは、悪影響を及ぼさないと思います。 これを行う場合は、化学物質がPLAを溶かさないことを確認するために、スクラップ印刷でテストすることを強くお勧めします。
ボートの組み立てがしっかりと行われ、接合部がきつく、十分な接着剤が使われている場合、航行後にボートの内部は乾燥しています。
機械の事前加熱は非常に重要
その日の最初の印刷を行う前に、良いアドバイスは、最初にプリンターを20分間事前加熱することです。プリンターをオンにし、ビルドプレートの温度を65°Cに設定し、全体の機械を温めてください。数分後にはプレートが十分に温かいと感じるかもしれませんが、周囲の部品に手を置くとまだ冷たく感じるでしょう。
全体の機械が熱を吸収し、安定するには時間がかかります。 前述のように、温度の安定性は成功する印刷結果を得るための重要な要素です。
冬の印刷はより難しい
事前加熱に関する上記の段落に続いて、冬の真ん中での印刷は夏の月よりも難しいことがわかりました。私のプリンターはガレージにあります。ニュージーランドのネルソンでは、寒い日は1°Cです。ガレージでは、1°Cの日にうまく印刷するのは難しいことがわかりました。長めの事前加熱が役立つか、7-10°C程度の少し暖かい日を待つことが良いです。
私のプリンターにはエンクロージャーがあるため、印刷部品の周囲の温度をある程度制御できると感じています。プリンターは、チャンバーが30-35°Cの間にあるときに最も良い作業をするようです。
良い最初の層を得ることが重要
印刷を開始するとき、最初の数層が少し乱れている場合は、停止してプレートとノズルを清掃し、最初の層がきれいで適切に見えるまで再開するのが最善です。最初の数層は、残りの部分の基盤となるため、印刷全体に影響を与えるのは理にかなっています。
その乱れた最初の層を印刷させると、エッジが持ち上がったり、部品が合わなかったりする可能性が高くなります。私は、いくつかのフィラメントが他のものよりも問題が多く、最初の層をうまく印刷させるために調整が必要なことがよくあります。時には機械のキャリブレーションが必要です。もう一つのコツは、スライサーで部品をz軸の周りで回転させることで、プレート上の印刷位置が変わることです。これにより、最初の層が不具合を起こしている問題を修正できることがよくあります。
印刷設定 - スライサーのデフォルトはしばしば素晴らしい
過去18ヶ月間、私はほぼ毎日印刷を行ってきました。 この間に、印刷品質を向上させるためにあらゆる種類のことを試しました。 印刷設定ファイルをChatGPTに渡して改善を手伝ってもらうところまで行きました。 この時間を経てわかったのは、私は完全に元に戻り、今ではCreality Printが提供するデフォルトの印刷設定を単純に使用しているということです。 調整が必要なのは印刷のインフィル量といくつかの微妙な温度変更だけで、非常に良い印刷ができます。 主なことは、再び温度が変動しないようにドアを閉めておき、印刷を開始する前に機械を事前加熱することです。
eSun PLA+を使用していると、200°Cのノズル温度と60°Cのプレート温度での高速印刷設定が素晴らしい出発点であることがわかりました。次の部分でフィラメントの色について読んでください!
異なる色のフィラメントは異なる挙動を示す
私は主にニュージーランドの一つの場所からフィラメントを購入しています; Bits4Bots.co.nz。私は質の高いeSun PLA+フィラメントしか使用しません。 壊れていないものを変える必要はありませんよね! 私が気づいたのは、同じフィラメントでも色のバリエーションによって印刷時の挙動がかなり異なることです。 色の選択以外に違いはありません。 例えば、赤や緑は非常に印刷しやすく、流れも良いようです。 赤色の最終結果は特に良好で、層のラインがほとんど見えません。 金色の黄色は全体的に最高の品質で、冷たい白色は印刷が最も難しいものでした。
時間が経つにつれて、異なる色のために少し異なる印刷プロファイルを構築しました。 違いは通常、温度の変更や流量の微調整だけです。 なぜこれが起こるのかの技術的な理由は分かりませんが、これは私が毎日印刷しているときの観察結果です。
エッジの持ち上がり - ブリム、マウスの耳、ファン設定
例えばRS1000ボートのような大きな部品を印刷する際の課題の一つは、コーナーがビルドプレートから持ち上がることです。

その結果、部品がずれてしまったり、船体に隙間ができたりします。 最初は、ボートを設計し、多くのプロトタイプボートを印刷しているときに、これは本当に厄介でした。 サーボカセットやキールバルブのような形状は非常に印刷しやすく、うまく印刷できます。
大きなボートの船体部分は鋭いコーナーと薄いエッジを持っています。 これらは、私が最初に印刷を始めたときに気づいた問題のあるエリアです。 船体部分はビルドプレートに触れる非常に薄いエッジを持っています。
部品をプレートに固定するための肉があまりありません。 時々、シンプルなブリムを印刷するだけで十分だと分かりました。 本当に問題のある部品には、マウスの耳を使用することが銀の弾丸の解決策だと分かりました。 これらは、スライサーソフトウェアのコーナーに配置する小さな薄い円盤のSTL部品です。 コーナーのための大きな接触面積を作成し、私が経験していた嫌な反りを防ぐのに本当に役立ちます。 マウスの耳は、私のすべてのSTLセットのツールの一部として付属しています。
もう一つの良いアドバイスは、エンクロージャ内の冷却ファンをオフにすることです。K1 Maxにはいくつかのファンがあります。 私はサイドファンが最も近いエッジを持ち上げていることに気づきました。 サイドファンを完全にオフにすることは、エッジの持ち上がりの問題を改善するための大きなマイルストーンでした。
フィラメントドライヤーは必要ない
3D印刷を始めると、自然に層を剥がし始め、しばしばより多くのガジェットやより良い技術、最終的にはより多くの支出につながります。 私はフィラメントが湿気を吸収し、印刷品質が劣化することについて読み始めました。 本当に必要だと思ってフィラメントドライヤーを購入しました。
正直なところ、私が見つけたのは、ほとんど違いがないということです。 印刷品質に小さな違いをもたらす可能性がありますが、これは単なるプラセボ効果かもしれません。 寒い日にはフィラメントドライヤーを使うこともありますが、実際にはこれはフィラメントを少し予熱して、前述のように温度調整を良くするためだけです。
私の意見では、PLA+にはフィラメントドライヤーは本当に必要なく、単に小さな白い湿気吸収パックと一緒に袋に保管するだけで大丈夫です。
指紋が見える場合のみISOでプレートを掃除する
印刷物がビルドプレートに付着するためには、接着剤やヘアスプレー、その他の接着剤を特別に使用する必要はないと私は感じています。 最も重要な要素は、ビルドプレートの温度と清潔さです。 私は60°Cでプレートがきれいな状態だと、部品がビルドプレートにくっつくことに問題はありません。 時々、私の脂っこい指が触れたところに指紋の跡が見えることがあります。 私は単にプレートを機械から外し、イソプロピルアルコールを軽くスプレーしてから、清潔な布で拭きます。
一部の人々は石鹸水でプレートを掃除しますが、私はISOが本当に迅速で簡単で、ほぼすぐに印刷の準備ができると感じています。 印刷の間に乾燥や待機は必要ありません。 以前は毎回印刷の間にこれを行っていましたが、最近ではプレートに触れなければそれを行う必要がないことに気づきました。 部品を外すときに本当に注意深くプレートに触れないようにすれば、印刷の間にこのステップをスキップし、プレートを60°Cに再加熱して次の部品の印刷の準備ができます。
結論
要するに、適切なFDMプリンターとPLA+のスプールは、使用するために完全なアクセサリーのワークショップや専門知識を必要としません。 現代のプリンターは過去5年間で大きく進化し、実際に使いやすく、楽しいものになっています。
何を待っていますか?さあ、始めましょう!