3D Printen van RC Zeilboten: Wat Ik Heb Geleerd van Dagelijks Printen
Na jarenlang dagelijks printen heb ik veel geleerd over het succesvol 3D printen van RC jachten. Het is nu echt eenvoudig om RC jachten te 3D printen en het is zo'n geweldige technologie.
Welke maat bouwplaat?
Het belangrijkste om te overwegen wanneer je op zoek bent naar een printer, is de maximale grootte die de printer kan printen. Dit wordt bepaald door het volume van de bouwplaat. Het volume wordt doorgaans aangeduid in mm met xyz-getallen. De xyz verwijst naar de ruimtelijke assen van een 3D-ruimte.
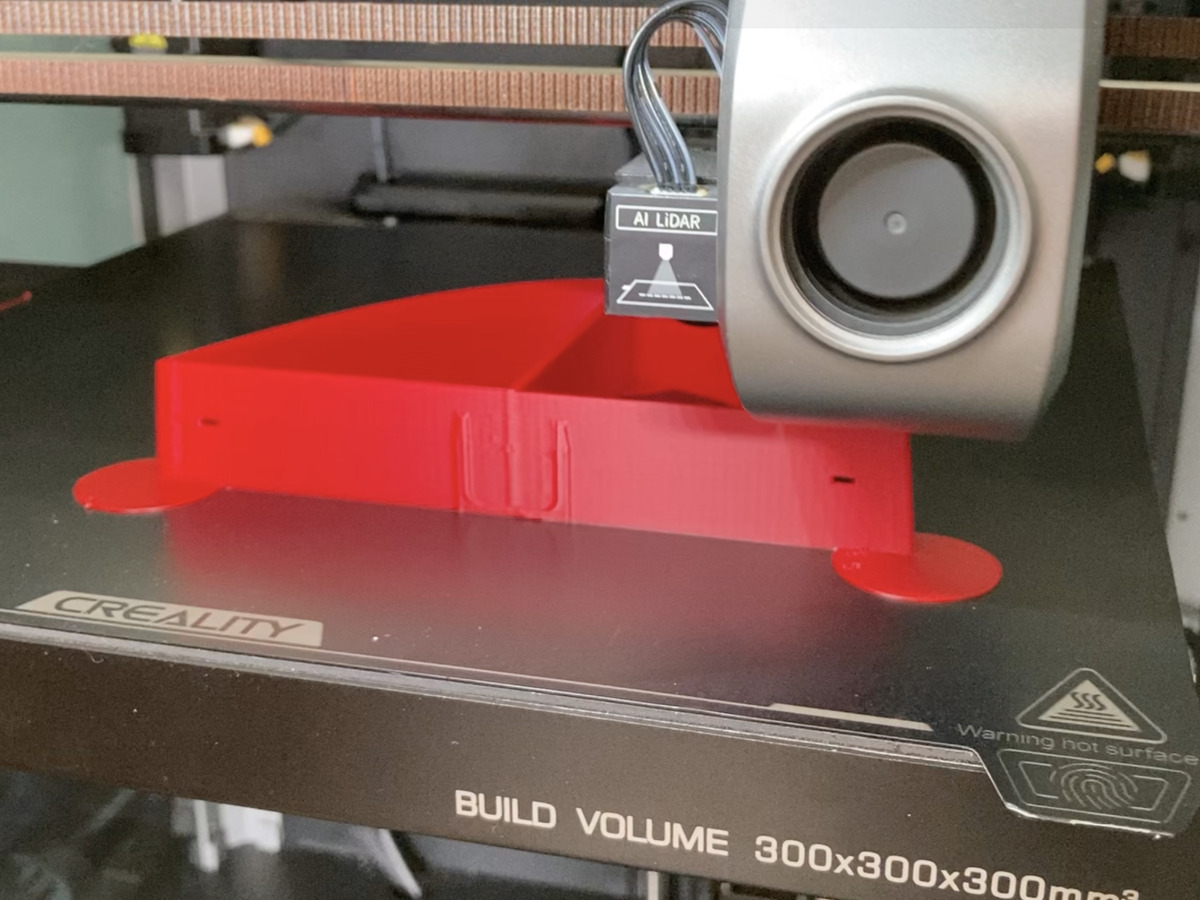
Mijn Creality K1 Max printer heeft bijvoorbeeld een bouwvolume van 300x300x300mm (xyz). Dit is een vrij grote printer. Een kleine printer kan een printvolume van 150x150x200mm (xyz) hebben.
Om een grote Racing Sparrow 1000 te printen, heb je een minimaal printvolume van 210x210x245mm (xyz) nodig. De RS-RG65 daarentegen heeft een maximaal benodigde volume van 150×150×180mm (xyz). De boten die we ontwerpen zijn allemaal opgedeeld in onderdelen die mooi passen in de categorieën van printergrootte.
Kun je een printer aanbevelen om te kopen?
Zoals ik al eerder heb vermeld, gebruik ik een Creality K1 Max gesloten printer. Het is geweldig en wordt dagelijks gebruikt gedurende 18 maanden zonder grote problemen. Er zijn een paar gebruikersfouten van mijn kant geweest, maar de printer is echt foutloos geweest.
Als je budget niet toereikend is voor iets als de K1 Max, dan is iets als de Bambu Lab A1 zeer budgetvriendelijk en de bouwplaat is net groot genoeg om ons RS-RG65-model te printen. Andere printers die onze klanten gebruiken zijn de Bambu Lab P2S of de duurdere Bambu Labs H2D.
Heb ik een gesloten printer nodig?
Het korte antwoord hier is nee, je hebt geen gesloten printer nodig; vooral niet als je voornamelijk PLA+ wilt printen, wat wij gebruiken voor onze boten.
Maar dit hangt af van waar je van plan bent je printer te gebruiken en of het in een tochtige ruimte zoals een garage of een logeerkamer is waar de temperaturen stabiel zijn.
Ik merk dat mijn printer in de garage en afgesloten echt helpt bij de stabiliteit van de printtemperaturen. Het hebben van stabiele omstandigheden waar temperatuurfluctuaties geminimaliseerd worden, helpt echt dat elk onderdeel aan de bouwplaat blijft plakken en niet vervormt, en helpt ook bij de algehele printkwaliteit.
Ik heb gemerkt dat als ik de deur van mijn K1 Max open tijdens het printen, er een subtiele maar duidelijke lijn in de print verschijnt op dat moment. Ik dacht in het begin dat ik hierover te veel nadacht, maar ik heb dit nu een aantal keren opgemerkt. Daarom open ik nu nooit de deur terwijl ik een onderdeel print, tenzij ik absoluut moet.
Waar moet ik de printer plaatsen?
De printkwaliteit is direct gerelateerd aan de stevigheid van het platform waarop je de printer plaatst. De meest stevige plek is een betonnen vloer. Maar dit is niet praktisch om te bukken om een print op te zetten, dus een echt stevige werkbank is wat de meeste mensen gebruiken.
Ik weet dat de K1 Max printer die ik heb zich bewust is van printertrillingen en dit in overweging neemt tijdens het printen. Het ding beweegt echt terwijl het furieus aan het werk gaat. De meeste printers worden over het algemeen geleverd met rubberen voetjes om de trillingen te dempen.
Wat voor filament is het beste om te gebruiken voor boten?
Wij gebruiken PLA+ filamentspoelen die we hebben ontdekt als een echt geweldig allround filament voor dit doel. Aanvankelijk begonnen we met standaard PLA, maar zijn grote broer PLA+ is veel minder bros en lijkt hogere temperaturen te kunnen weerstaan zonder te vervormen.
Er zijn andere filamenttypes die je ook kunt gebruiken, zoals ASA, dat een hogere hittebestendigheid heeft maar moeilijker te printen is. Ik weet dat mensen ook PETG gebruiken met wisselend succes. Je zult mensen horen beweren dat PLA niet hittebestendig genoeg is en dat de boot zal smelten, enzovoort.
We hebben ontdekt dat de grote broer PLA+ echt behoorlijk goed is als allrounder. Ik heb opzettelijk oude prototypeboten in de zon en in de auto gelaten om te zien wat er gebeurt, maar ik heb geen vervormingen of afbraak gezien. Ik denk dat als je je boten behandelt zoals je je huisdier zou behandelen, je geen problemen met PLA+ zou moeten hebben.
Welke maat nozzle gebruik ik?
Wij gebruiken een standaard nozzlemaat van 0.4mm. Dit is simpelweg wat bij de meeste printers standaard is. Ik weet dat andere bouwers de voorkeur geven aan printen met 0.8mm nozzles, maar bij Racing Sparrow draait onze filosofie om gemeenschappelijke onderdelen en gemeenschappelijke gereedschappen, dus we gebruiken gewoon de standaard 0.4mm nozzles. Onze modellen zijn CAD-ontworpen met dit in gedachten.
Hoe lang duurt het om een boot te printen?
De totale tijd varieert afhankelijk van een paar variabelen, maar ik vind dat ik met mijn printer die draait op een snelheid van ongeveer 200-300mm/s een RS760 kan printen in ongeveer 24 uur. Dit omvat de tijd die nodig is om een onderdeel eraf te halen en de printer voor het volgende stuk voor te bereiden. Deze 24 uur printen is overigens niet non-stop.
Ik print 's nachts niet, omdat ik heb gemerkt dat je echt een oogje op de printer moet houden voor het geval er iets gebeurt. We hadden op een dag een intermitterende stroomuitval die zorgde voor wat vreemde spaghetti als voorbeeld.
Moet ik in vaasmodus printen?
We ontwerpen onze boten niet om in vase-modus te printen. Tijdens mijn gebruikelijke onderzoek en het bijhouden van andere ontwerpers lijkt het erop dat vase-modus iets was dat mensen moesten doen om de gewenste printkwaliteit te bereiken. De printers zijn nu zo goed dat de standaard printmodus net zo goed is en veel flexibeler in de manier waarop je de onderdelen ontwerpt.
Moet ik de boot glad schuren?
Het korte antwoord is nee. Je hoeft de boot niet te schuren of te egaliseren zodra je de romp aan elkaar hebt gelijmd.
Sommige mensen schuren, gronden en verven hun boten voor een professionelere afwerking, maar het maakt heel weinig verschil voor de snelheid van de boot tijdens het zeilen. Als de boten foilen en met zeer hoge snelheden zeilen, zou een gladdere romp helpen, maar een verplaatsingsromp op RC-schaal gaat heel langzaam door het water.
Beschouw de boot meer als iets dat het water opzij duwt dan als iets dat erdoorheen glijdt. Andere ontwerpers hebben A/B-tests gedaan en konden geen verschil waarnemen tussen de eenvoudig geprinte afwerking en een gladde geverfde afwerking. Het gewicht van de vulstof en verf zou waarschijnlijk elke winst in dit gebied tenietdoen.
Moet je de romp waterdicht maken of spuiten?
We hebben ontdekt dat de rauwe geprinte romp geen water lijkt op te nemen tijdens het zeilen voor periodes van 1 uur in zout water bij de marina. Het kan echter geen kwaad om de buitenkant van de romp te spuiten met een coating van vernis of afdichtmiddel. Als ik dit zou doen, zou ik ten zeerste aanbevelen om het eerst op een afvalprint te testen om ervoor te zorgen dat de chemicaliën de PLA niet smelten.
We merken dat als de bouw van de boot goed is gedaan met strakke verbindingen en veel lijm, de boten droog zijn van binnen na het zeilen.
De machine voorverwarmen is echt belangrijk
Voordat je je eerste print van de dag doet, is een goed advies om de printer eerst 20 minuten voor te verwarmen. Zet de printer aan, stel de temperatuur van het bouwplatform in op 65°C en laat de hele machine opwarmen. Je kunt voelen dat het platform na een paar minuten warm genoeg is, maar als je je hand op de omliggende delen legt, zullen ze nog steeds koud aanvoelen.
Het kost tijd voor de hele machine om wat warmte op te nemen en stabiel te worden. Zoals ik eerder al zei, is temperatuurstabiliteit een cruciaal ingrediënt voor succesvolle printresultaten.
Printen in de winter is moeilijker
Verder naar de bovenstaande paragraaf over voorverwarmen heb ik ontdekt dat printen midden in de winter uitdagender is dan in de zomermaanden. Ik heb mijn printer in mijn garage. Een koude dag hier in Nelson, Nieuw-Zeeland, is 1°C. Ik heb ontdekt dat een dag van 1°C in de garage moeilijk is om goed te printen. Ik heb ontdekt dat langer voorverwarmen hierbij helpt of gewoon wachten op een iets warmere dag waar het misschien meer rond de 7-10°C is of daar in de buurt.
Aangezien mijn printer een omhulsel heeft, heb ik het gevoel dat ik enige controle heb over de omgevingstemperatuur rond de geprinte onderdelen. De printer lijkt het beste werk te leveren wanneer de kamer tussen de 30-35°C zit.
Een goede eerste laag krijgen is de sleutel
Wanneer je een print start, heb ik ontdekt dat als de eerste paar lagen er een beetje slordig uitzien, het het beste is om te stoppen, het platform en de nozzle schoon te maken en opnieuw te beginnen totdat de eerste laag er schoon en goed uitziet. De eerste paar lagen zijn de basis waarop de rest is gebouwd, dus het is volkomen logisch dat dit de rest van de print beïnvloedt.
Als je die slordige eerste laag laat printen, is de kans groter dat je te maken krijgt met opstaande randen of slecht passende onderdelen. Ik merk dat sommige filamenten problematischer zijn dan andere en dat er vaak wat afstemming nodig is om die eerste laag goed te laten verlopen. Soms heeft de machine een kalibratie nodig. Een andere truc is om het onderdeel rond de z-as in de slicer te draaien, zodat de printplaatsing op het platform verandert. Dit kan vaak problemen oplossen waarbij de eerste laag zich niet goed gedraagt omdat het startpunt naar een ander deel van het platform is verplaatst.
Printinstellingen - slicer-standaarden zijn vaak geweldig
In de afgelopen 18 maanden heb ik bijna elke dag geprint. Gedurende deze tijd heb ik allerlei dingen geprobeerd om mijn printkwaliteit te verbeteren. Ik ben zelfs zo ver gegaan dat ik mijn printinstellingenbestand aan ChatGPT heb gegeven om te helpen verbeteren. Wat ik na al deze tijd heb ontdekt, is dat ik weer bij het begin ben begonnen en nu gewoon de standaard printinstellingen gebruik die Creality Print biedt. Ik merk dat ik alleen de hoeveelheid printinfill en enkele subtiele temperatuurveranderingen hoef aan te passen en het print echt goed. Het belangrijkste is opnieuw dat de temperatuur niet fluctueert door de deur gesloten te houden en de machine voor te verwarmen voordat ik begin.
Ik heb ontdekt dat met eSun PLA+ mijn snelle printinstellingen met 200°C nozzle-temperatuur en 60°C platform-temperatuur een geweldig startpunt zijn. Lees het volgende deel over filamentkleuren!
Verschillende kleurfilamenten gedragen zich anders
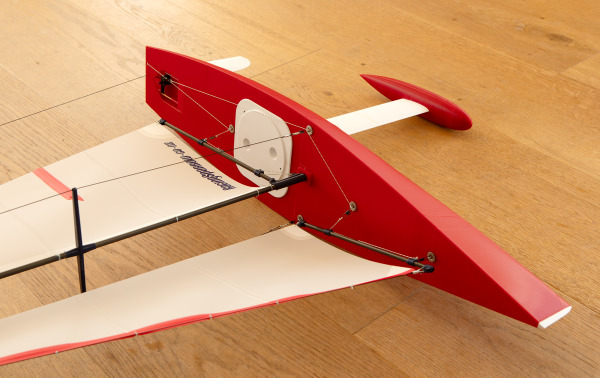
Ik koop mijn filament voornamelijk op één plek in Nieuw-Zeeland; Bits4Bots.co.nz. Ik gebruik alleen kwaliteitsfilament van eSun PLA+. Als iets niet kapot is, moet je het niet repareren, toch! Wat me is opgevallen, is dat hetzelfde filament, dat in verschillende kleuren verkrijgbaar is, heel anders reageert tijdens het printen. Er is geen verschil behalve de kleurkeuze. De rode en groene kleuren lijken bijvoorbeeld heel gemakkelijk te printen en stromen mooi. Het eindresultaat van de rode kleur is bijzonder goed met nauwelijks zichtbare laaglijnen. De goudgele kleur heeft de beste algehele kwaliteit, terwijl het koude wit het moeilijkste is om goed te printen.
In de loop der tijd heb ik enkele iets andere printprofielen opgebouwd voor de verschillende kleuren. De verschillen zijn meestal slechts enkele temperatuurveranderingen of misschien moet de doorstromingssnelheid een kleine aanpassing krijgen. Ik weet niet de technische reden waarom dit zo zou zijn, maar dit is mijn observatie bij dagelijks printen.
Opstaande randen - brims, muizenoortjes, ventilatorinstellingen
Een van de uitdagingen bij het printen van sommige grotere onderdelen, zoals voor de RS1000-boot, is dat de hoeken van het bouwplateau omhoog komen.

Het resultaat hiervan zijn niet-uitgelijnde onderdelen en open voegen in de romp. Aanvankelijk was dit een echte ergernis toen ik de boten aan het ontwerpen was en veel prototypeboten aan het printen was. De vormen printen echt heel gemakkelijk, zoals bijvoorbeeld de servo-cassettes of de kielbollen, die vrij eenvoudig goed te printen zijn.
De rompstukken van de grote boten hebben scherpe hoeken met dunne randen. Dit zijn probleemgebieden die ik opmerkte toen ik voor het eerst begon met printen. De rompdelen hebben zeer dunne randen die het bouwplateau raken.
Er is niet veel massa die het onderdeel aan het plateau bevestigt. Ik heb soms ontdekt dat het gewoon printen met eenvoudige brims voldoende is om te helpen. Voor echte probleemonderdelen ontdekte ik dat de zilveren kogeloplossing was om muizenoortjes te gebruiken. Dit zijn kleine dunne schijf STL-onderdelen die je in de hoeken plaatst in de slicer-software. Ze creëren een groot contactoppervlak voor de hoeken en helpen echt om de vervorming te voorkomen die ik ervoer. De muizenoortjes zijn onderdeel van de tools in al mijn STL-sets.
Een ander goed advies is om je koelventilatoren binnen de behuizing uit te schakelen. De K1 Max heeft een aantal ventilatoren. Ik ontdekte dat de zijventilator ervoor zorgde dat de dichtstbijzijnde rand omhoog kwam. Het volledig uitschakelen van de zijventilator was een belangrijke mijlpaal in het verbeteren van mijn probleem met opstaande randen.
Je hebt geen filamentdroger nodig
Wanneer je begint met 3D-printen, ga je natuurlijk de lagen afpellen, wat vaak leidt tot meer gadgets, betere technieken en uiteindelijk meer uitgaven. Ik begon te lezen over filament dat vocht opneemt en de printkwaliteit degradeert. Uiteindelijk kocht ik een filamentdroger omdat ik dacht dat ik er echt één nodig had.
Wat ik heb ontdekt, is dat het eerlijk gezegd weinig verschil heeft gemaakt. Het maakt mogelijk een klein verschil in printkwaliteit, maar dit kan ook gewoon een placebo-effect zijn. Soms gebruik ik de filamentdroger op koude dagen, maar eigenlijk is dit alleen om het filament een beetje voor te verwarmen voor een betere temperatuurregeling, zoals ik eerder in deze post heb genoemd.
Mijn mening is dat je echt geen filamentdroger nodig hebt voor PLA+ en dat het gewoon voldoende is om ze in een zak met het kleine witte vochtabsorberende pakketje te bewaren.
Maak het plateau schoon met ISO alleen als er vingerafdrukken zichtbaar zijn
Om ervoor te zorgen dat je prints aan het bouwplateau hechten, heb ik ontdekt dat je echt niets bijzonders hoeft te doen met lijmstiften of haarsprays of andere hechtmiddelen. De belangrijkste aspecten zijn de temperatuur van het bouwplateau en de netheid van het bouwplateau. Ik vind dat bij 60°C en het plateau mooi schoon, ik geen problemen heb met onderdelen die aan het bouwplateau plakken. Soms zie ik vingerafdrukken waar mijn vette vingers moeten zijn geweest. Ik haal het plateau gewoon uit de machine en spuit lichtjes met isopropylalcohol en veeg het daarna af met een schone doek.
Sommige mensen reinigen hun plateau ook met zeepsop, maar ik vind ISO echt snel en eenvoudig en het is bijna onmiddellijk klaar om te printen. Geen drogen of wachten nodig tussen prints. Vroeger deed ik dit tussen elke print, maar de laatste tijd heb ik gemerkt dat ik dit zelfs niet meer hoef te doen als ik het plateau niet heb aangeraakt. Als ik echt voorzichtig ben om het plateau niet aan te raken wanneer ik onderdelen eraf haal, dan kan ik deze stap overslaan tussen prints, het plateau opnieuw verwarmen tot 60°C en het volgende onderdeel voorbereiden voor het printen.
Concluderend
De conclusie is dat een degelijke FDM-printer met een spoel PLA+ geen volledige werkplaats met accessoires of deskundige kennis vereist om te gebruiken. Moderne printers zijn de afgelopen 5 jaar enorm verbeterd en ze zijn echt gebruiksvriendelijk en leuk om te gebruiken.
Waar wacht je nog op? Ga ervoor!